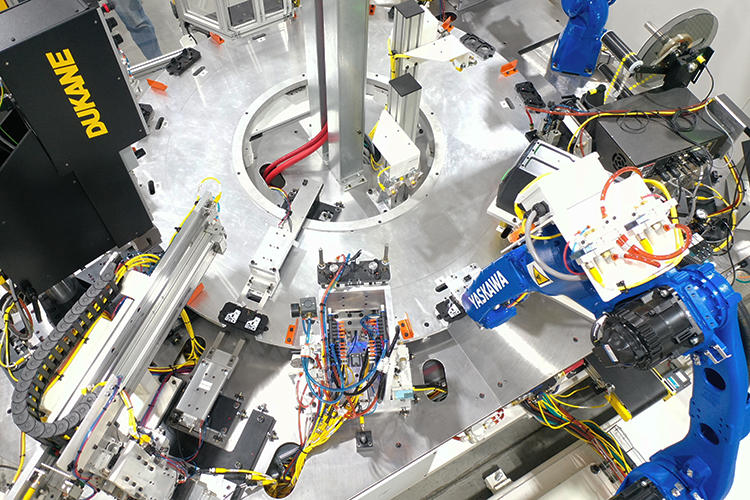
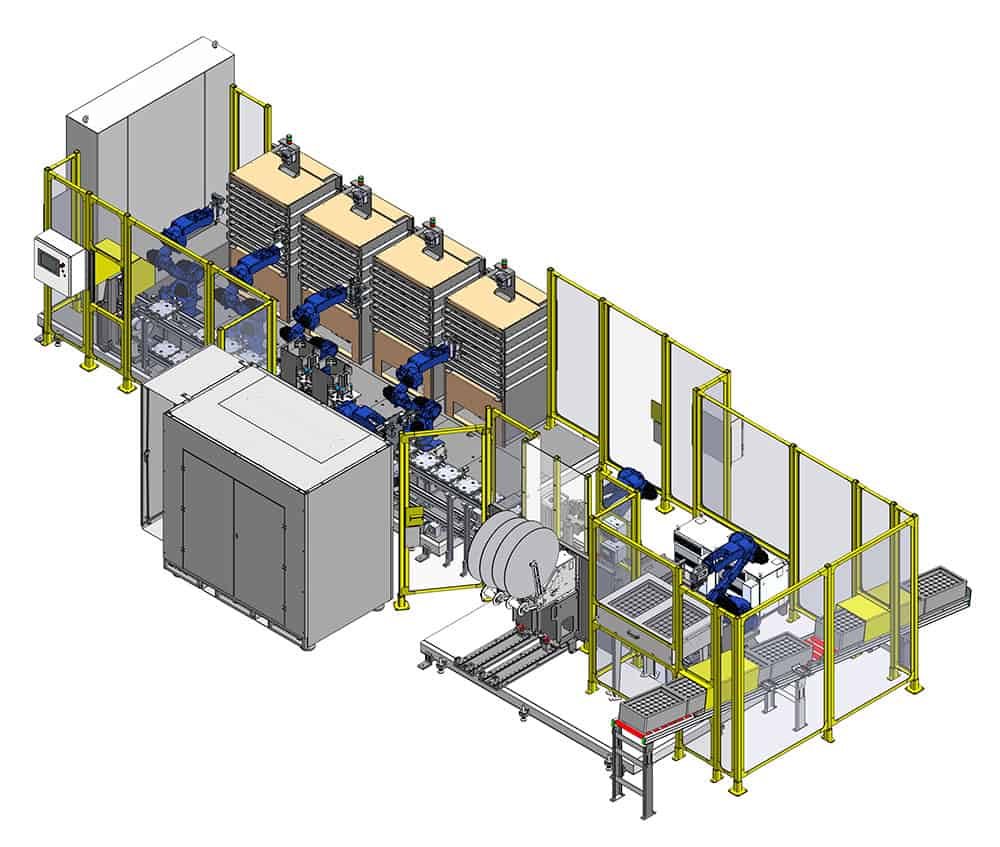
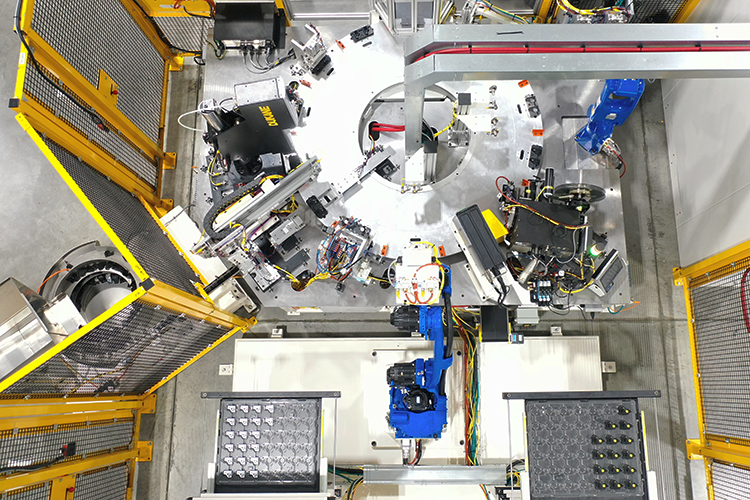
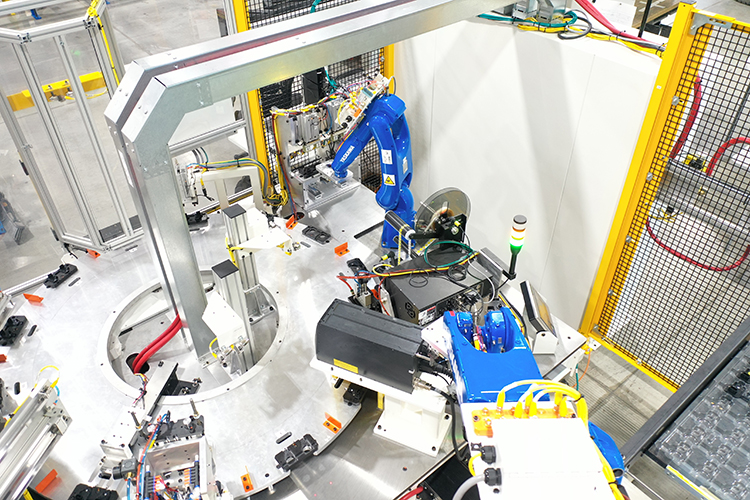
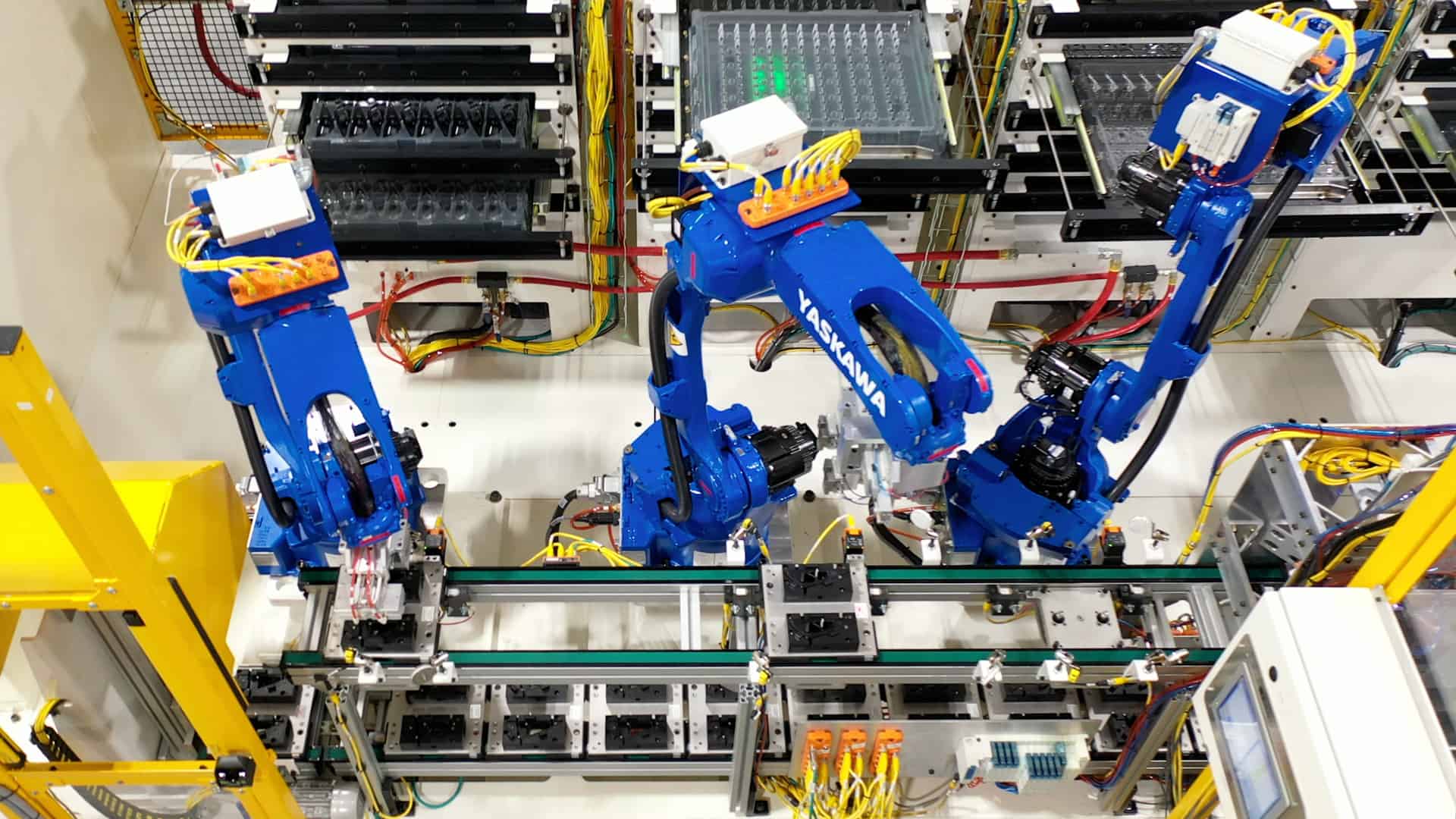
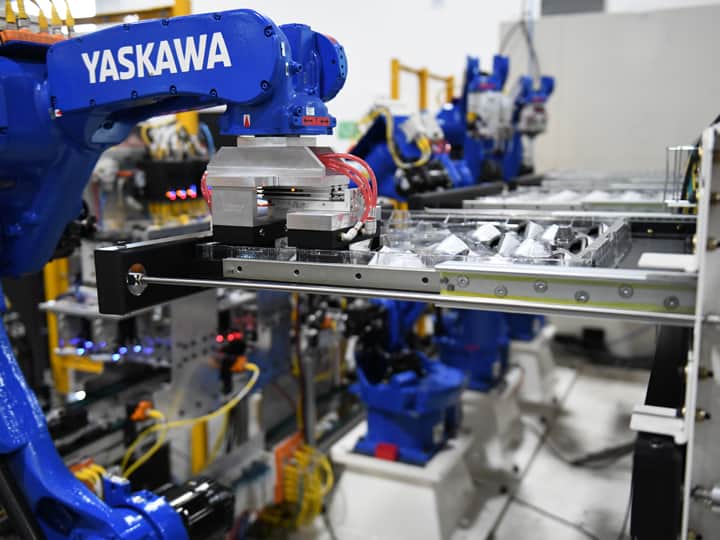
(1) Yaskawa GP12 Six-Axis Robot and Controller
(1) Yaskawa GP7 Six Axis Robot
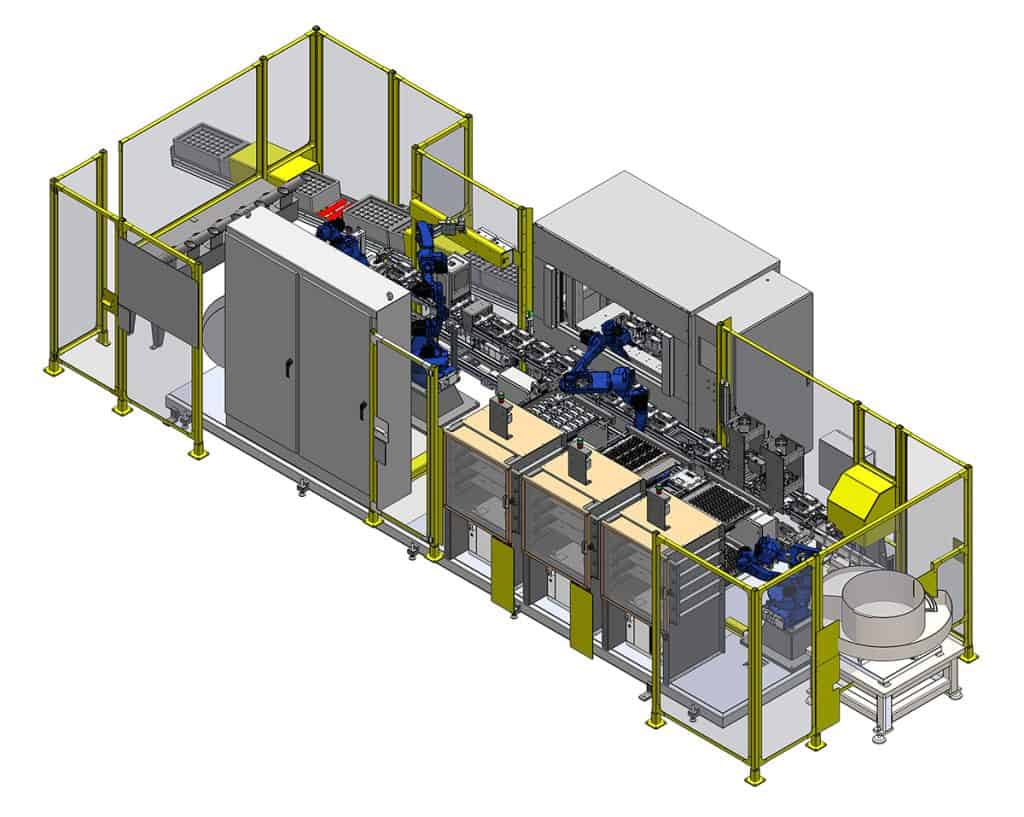
(1) Tray Feeder, 5 drawer
Extol NanoSTAKE Modules
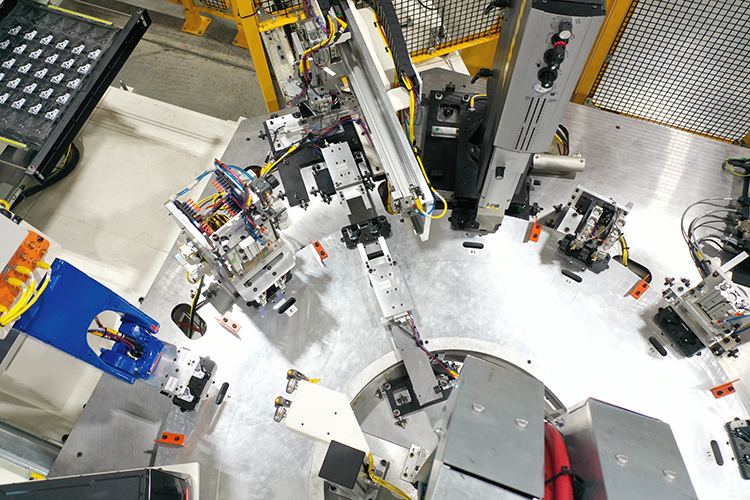
(1) Vibratory Bowl Feeder
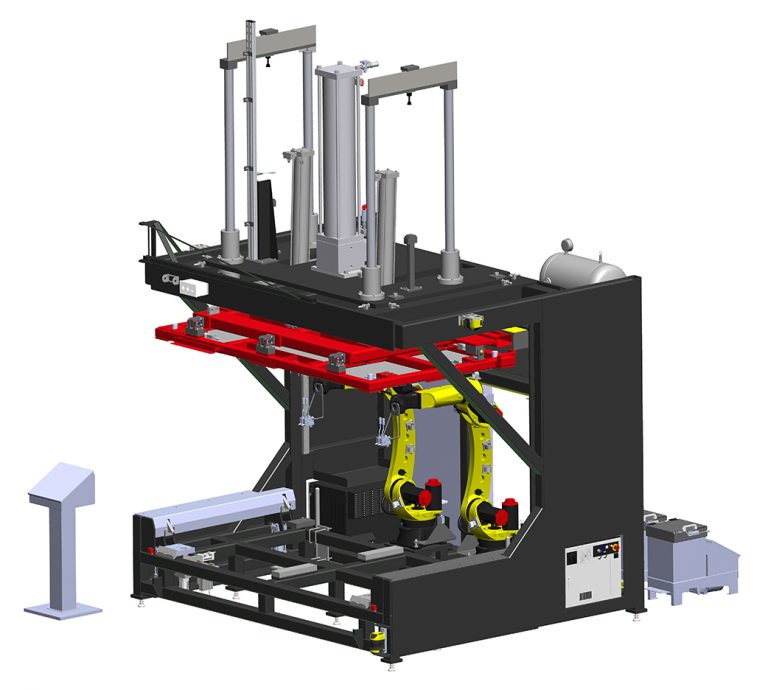
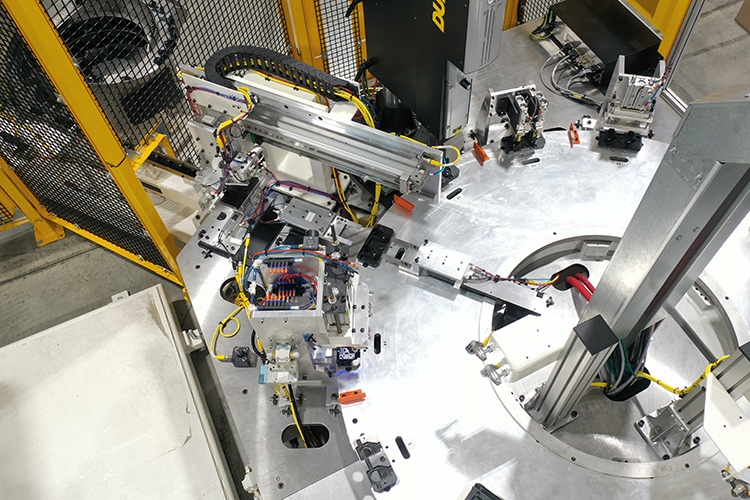
(1) Pneumatic Pick and Place Unit with Rotary Cylinder
(1) Dukane – Ultrasonic Weld System
(1) Ultrasonic Weld Horn
(1) Dukane welder shuttle, rails, bearings, cylinder
(2) Cincinnati Test Systems C28 – Pressure Decay Tester
(2) Button Check Cylinder
(2) Magnet Extend Cylinder
(1) LIN Interface Module
(1) Current test circuit
(1) Cognex 7802C Camera
(1) FEASA 20-F LED Analyzer
(1) Keyence MD-X2000A, 3-Axis Hybrid Laser Marker
(1) 7 Foot Long Belt Conveyor
(1) Allen Bradley – Safety PLC







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}