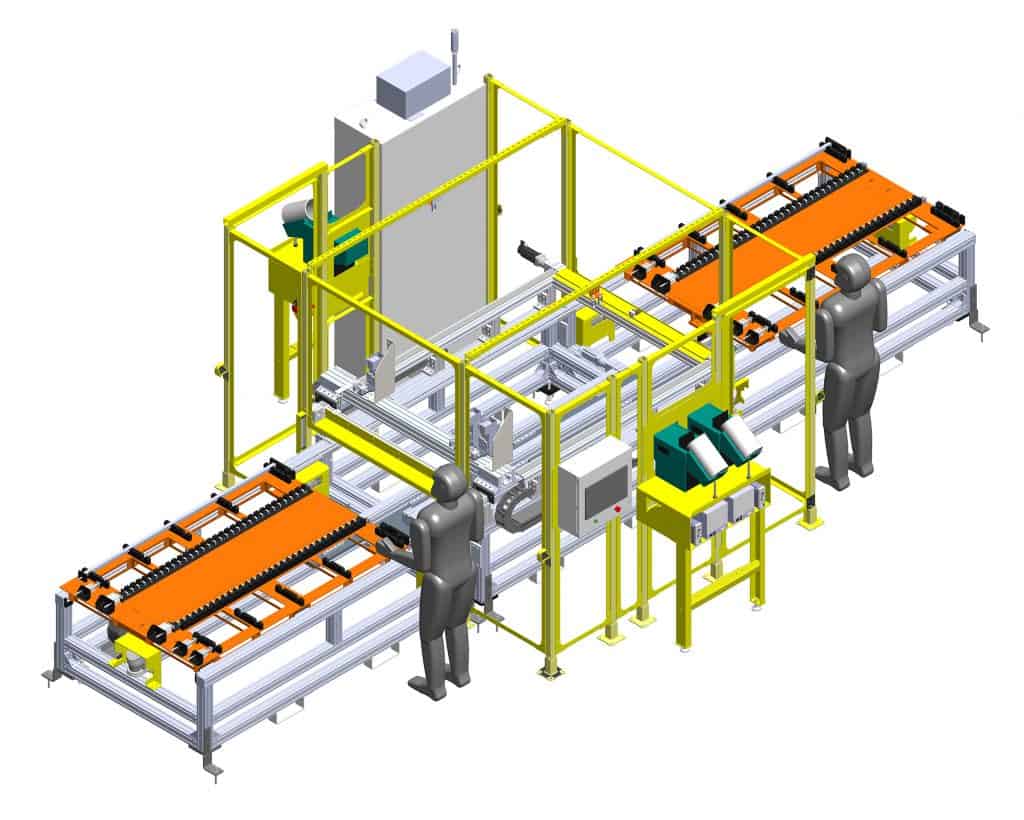
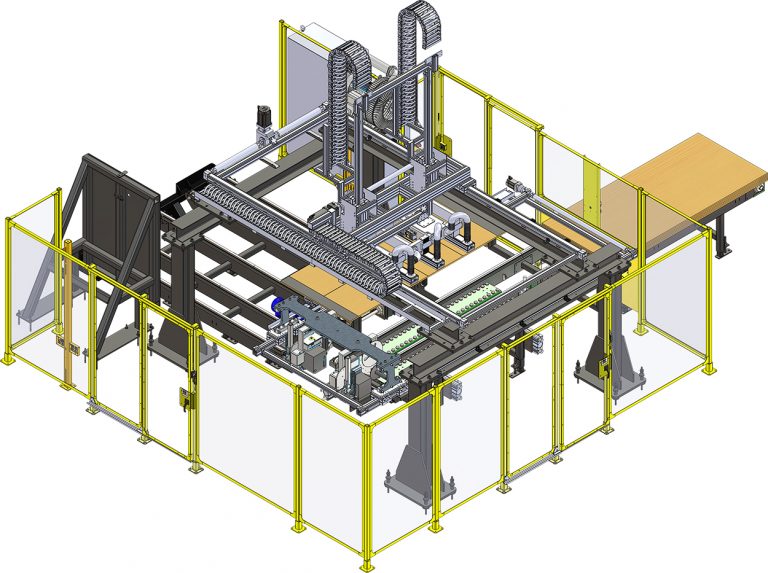
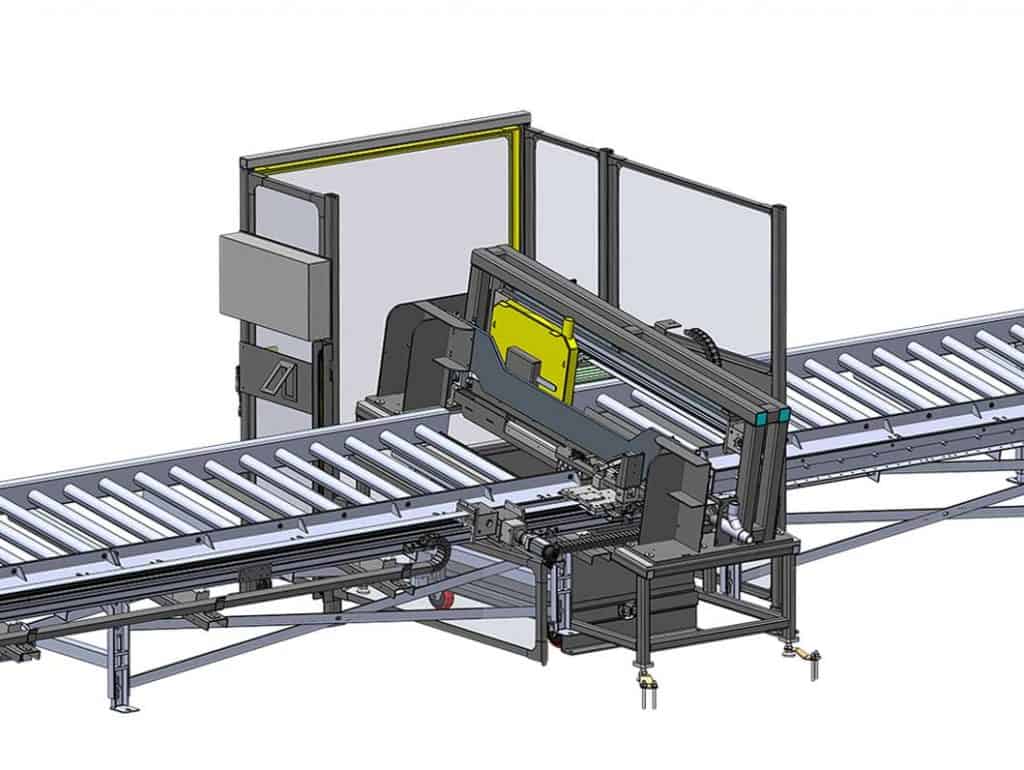
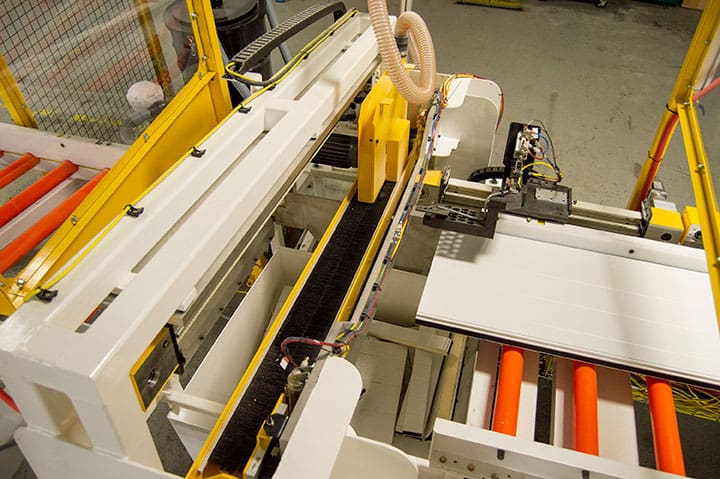
System was designed to produce two different fence rail products
62 second cycle time per every 15 pickets
Hole tolerance of +/- 0.020”
Light curtain protects operator
“Cycle” button to trigger assembly process
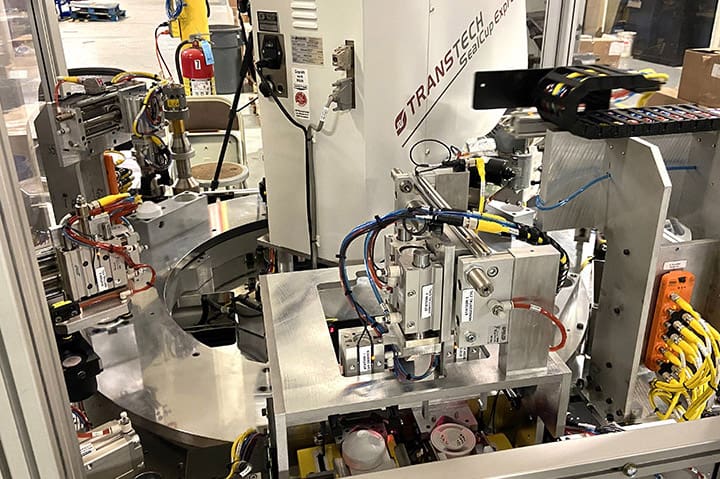
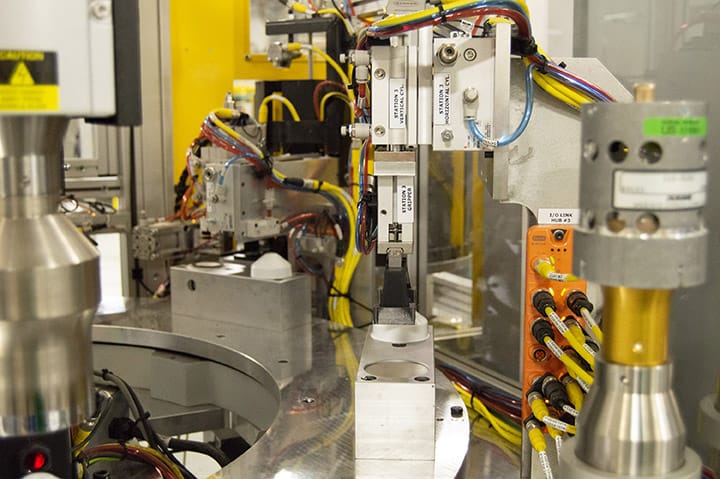
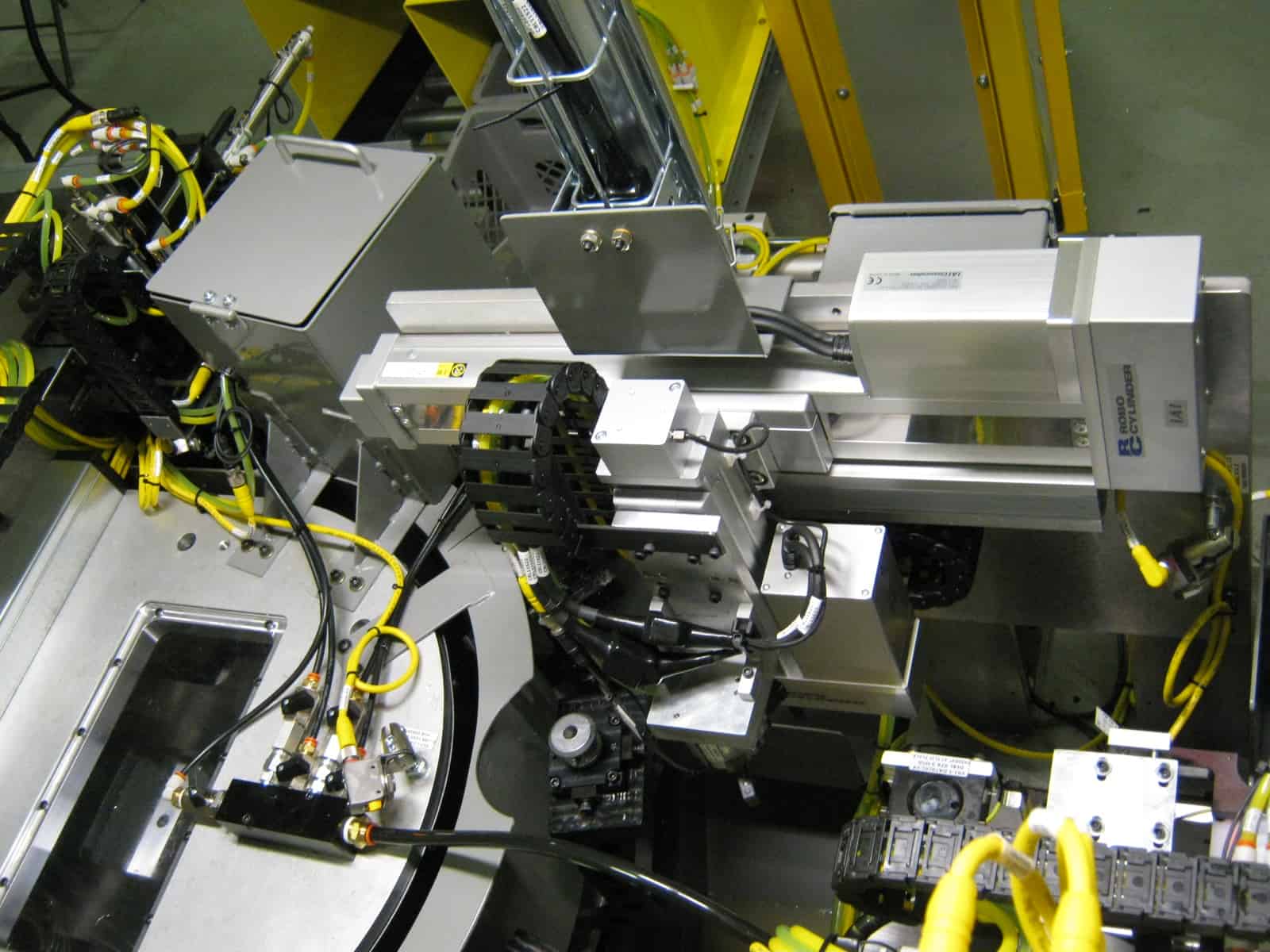
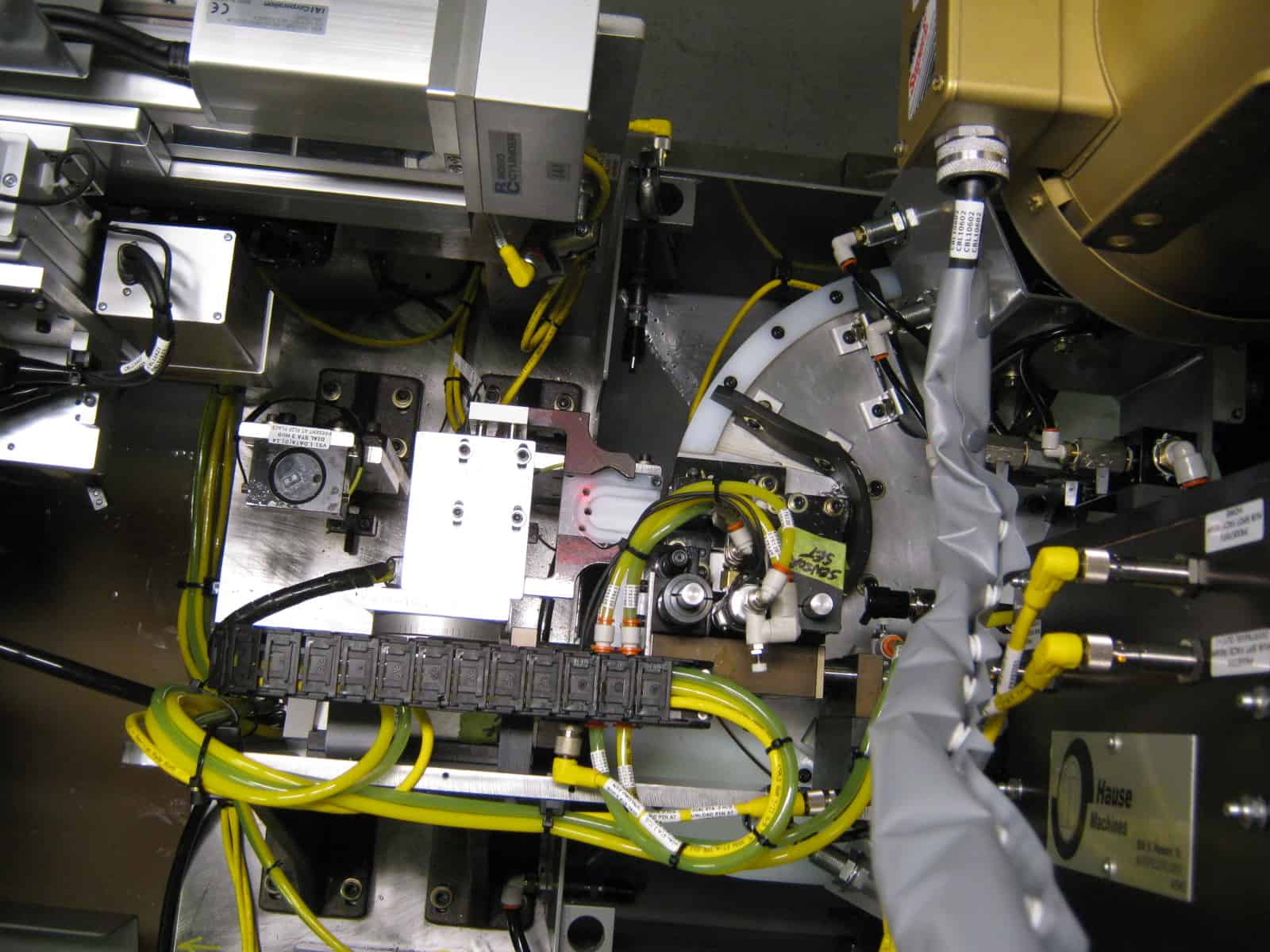
Three screw gun design with dedicated screw feeder per gun
Pneumatic picket clamps to ensure part placement accuracy
Shift production data collects important data
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}