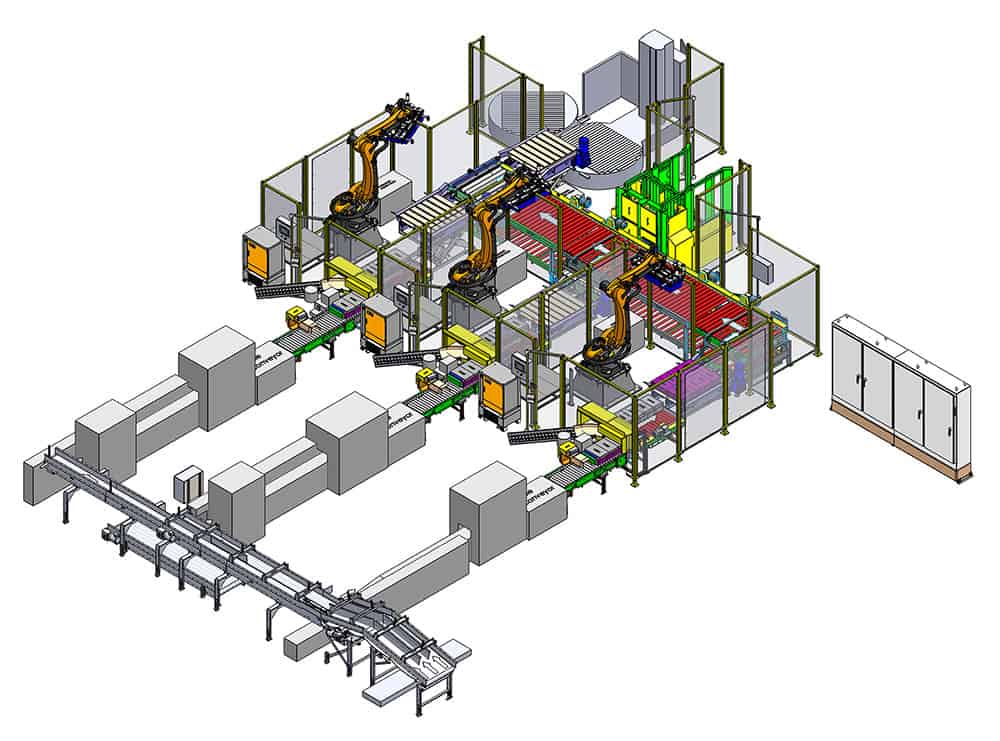
(2) Fanuc R2000ic Robots
(2) Customized EOAT (End of Arm Tool)
(4) Stranded Chain Pallet Out Conveyor
(2) Pallet De-stack units, holds 10 pallets
Slip Sheet Station
(5)Empty Pallet Conveyors
(13) Pneumatic stop devices
(4) Box Conveyor, Band Driven Rollers
(4) Product Pick Tables
(4) Pneumatic Pallet Sweeps
(4) Pallet Stack Conveyor
(4) Muted Safety Light Curtains
(17) Photo Electric Part Sensors
(21) Proximity Sensors







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}